Descargas
¿Para qué sirve esto?
El propósito de este documento es proporcionar pautas sobre cómo configurar una aplicación de distribución de carga utilizando una configuración de seguidor de par.
La distribución de carga es un término que se utiliza para describir un sistema en el que se acoplan y utilizan múltiples variadores y motores a una carga mecánica.
Se parte de los siguientes supuestos:
- Los accionamientos y motores tienen el tamaño adecuado para la aplicación.
- Las unidades tienen la configuración predeterminada de fábrica.
- Los motores están equipados con dispositivos de retroalimentación robustos.
- Las unidades están equipadas con un módulo TLink y tarjetas de retroalimentación.
Tenga en cuenta: deberá aceptar los Términos y Condiciones para cada descarga.
¿Necesita ayuda?
Si necesita ayuda con alguna aplicación o tiene comentarios acerca del Innovation Center, por favor contáctenos.
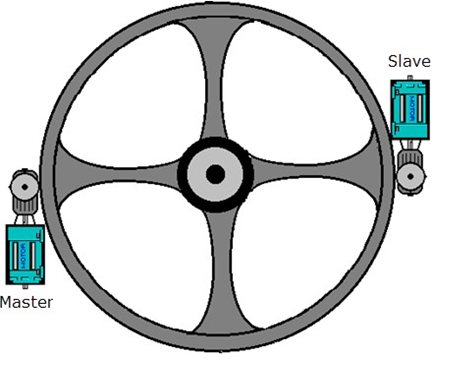
El ejemplo se basa en un engranaje de gran diámetro con dos motores. Los motores están acoplados a través de ruedas dentadas y cajas de cambios.
Esto crea una conexión rígida entre los motores, ideal para una configuración de seguidor de par.
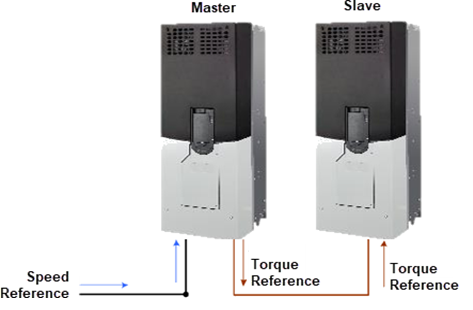
El seguidor de par (también conocido como maestro-esclavo) es un tipo de configuración de reparto de carga en la que utilizamos un accionamiento maestro en la regulación de velocidad y un accionamiento seguidor en la regulación de par.
El comando de par generado por el bucle de velocidad del maestro se transmite al accionamiento seguidor para que se utilice como referencia de par.
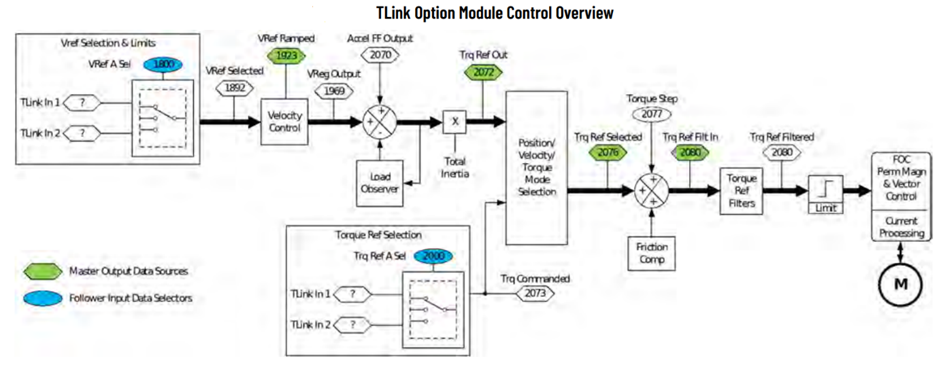
Una configuración de seguidor de par hace que dos o más motores actúen como un solo motor grande. Vea el diagrama de bloques del seguidor de par a continuación
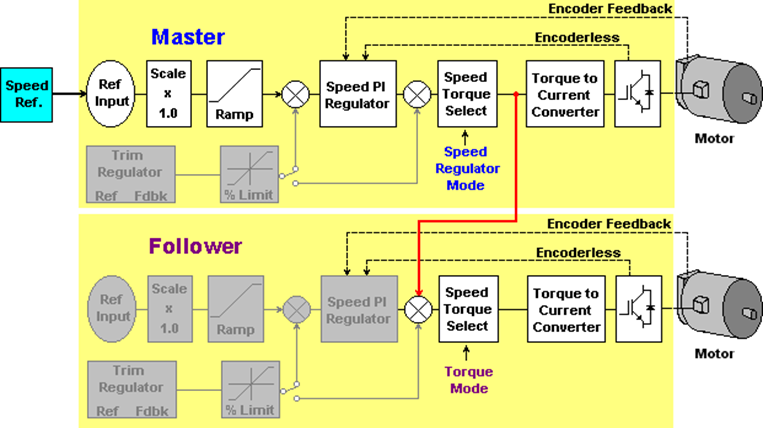
En este ejemplo, la referencia de par se transfiere del accionamiento maestro al accionamiento seguidor a través del módulo TLink.
¿Esto me resulta útil?
En caso de que trabajes con sistemas que involucran múltiples motores acoplados a una misma carga, este documento te será de gran utilidad para configurar una estrategia de control eficiente y efectiva.
¿Cómo puedo hacerlo funcionar?
- Hardware
- Control Logix 5580-1756-L8SE
- PowerFlex 755T Flux Vector Tuning
- TLink (Modulo FO) - 20-750-TLINK-FOC-5
- Tarjeta codificadora incremental 20-750-ENC-1
- Software
- Studio5000 (V36)
- Conocimientos previos:
- Conocimientos básicos en Studio5000
- Conocimientos basicos en PowerFlex 755T.
Documentos de referencia
- Guía de inicio rápido de variadores PowerFlex con control TotalFORCE, Publicación de Rockwell Automation 750-QS100D-ES-P - Enero 2023.
- Manual de programación de variadores PowerFlex con control TotalFORCE, Rockwell Automation Publication 750-RM100C-EN-P - August 2022.
- Técnica de aplicación de ajuste de vector de flujo PowerFlex 755T, Rockwell Automation Publication 750-AT006D-EN-P - January 2022.
- Manual de usuario del módulo TLink Instrucciones originales, Rockwell Automation Publication 750COM-UM100A-EN-P - June 2021.
Guía de implementación
Paso 02
Pasos Sintonización
El ajuste es fundamental cuando se trabaja en el modo de control de vector de flujo. Utilizaremos la función de ajuste automático para medir las características del motor. El ajuste automático se compone de varias pruebas individuales, cada una de las cuales tiene como objetivo identificar uno o más parámetros del motor. Estas pruebas requieren que se ingrese la información de la placa de identificación del motor en los parámetros del variador. Podemos ejecutar todas las pruebas en el parámetro 10:910 [Autotune].
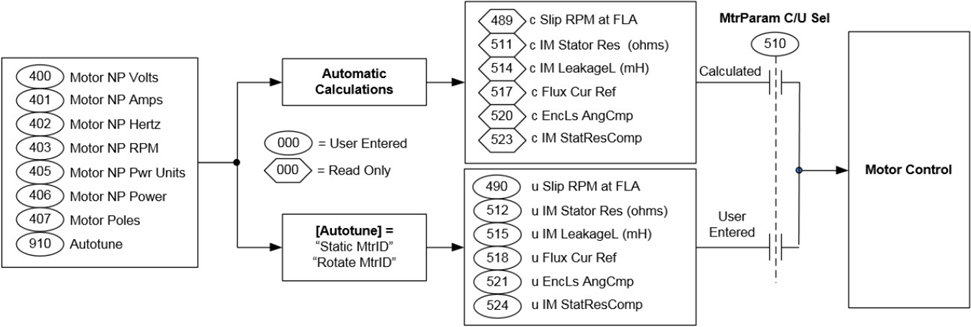
Estos son los pasos recomendados:1. Introduzca los parámetros de datos del motor en 10:400 – 10:407.
2 . Ejecutar 10:910 [Autotune] = 1 “Direction”. Esto le permite determinar si el motor gira en la dirección deseada. También le permite verificar si el recuento de retroalimentación del codificador aumenta en valor para un comando de velocidad de avance.
3. Mida los parámetros eléctricos del motor:
- Colocar 10:510[MtrParam C/U Sel] = 1 “User Entered”
- Ejecutar 10:910 [Autotune] = 3 “Rotate MtrID” para medir los parámetros eléctricos del motor.
- Inicia el movimiento y hace girar la carga. Para obtener la medida más precisa de la corriente de flujo del motor, desconecte la carga para esta prueba.
- Si no puede iniciar el movimiento para rotar la carga, ejecute 10:910 [Autotune] = 2 “Static MtrID” para medir los parámetros eléctricos del motor.
4. Establezca el ancho de banda del regulador actual en 10:445 [VCL CReg BW]
- 125 cuando 10:425 [PWM Frequency] = 1,33 kHz
- 250 cuando 10:425 [PWM Frequency] = 2 kHz
- 375 cuando 10:425 [PWM Frequency] = 4 kHz
5. Ejecute 10:910 [Autotune] = 4 “InertiaMotor” para medir la inercia del motor. Esta prueba inicia la rotación momentánea del motor para medir y actualizar 10:900 [Motor Inertia].
- Esta prueba solo es una opción si se puede desconectar la carga para ejecutar la prueba. Si no se puede desconectar la carga, debe ingresar el valor manualmente en 10:900 [Motor Inertia].
6. En el variador maestro, ejecute 10:910 [Autotune] = 5 “Inertia Total”. Esta prueba inicia la rotación momentánea del motor y la carga para medir la inercia total y calcular 10:901 [Load Ratio]. Después de seleccionar este valor, debe emitir un comando de inicio para comenzar la prueba. Realice esta prueba con la carga conectada al motor.
- 10:900 [Inercia del motor] y 10:901 [Load Ratio] se utilizan para calcular el escalador de par Kj, un parámetro interno que compensa los efectos de la inercia y afecta el ajuste general. La relación de carga también se utiliza para calcular las ganancias del controlador.
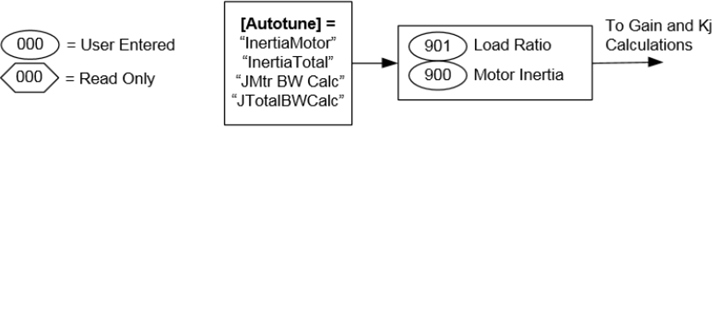
- Dado que la aplicación estará controlada por 2 motores de carga compartida, la relación de carga del variador maestro medida durante la prueba se puede dividir por 2.
7. En la unidad maestra, ejecute 10:910 [Autotune] = 6 “BW Calc”. La prueba de cálculo de ancho de banda calcula las ganancias del bucle de control y los límites dinámicos.
8. Ejecute la unidad maestra y ajuste el ancho de banda del sistema en 10:906 [System BW] si es necesario. Disminuir el ancho de banda del sistema estabiliza el sistema y aumentarlo mejora el rendimiento. Normalmente, una ganancia alta da como resultado un tiempo de respuesta más rápido, pero una ganancia excesiva provoca inestabilidad en el sistema.
• Para obtener más información sobre el ajuste, consulte Ajuste del vector de flujo en PowerFlex 755T Flux Vector Tuning, publication 750-AT006.
Paso 04
Pasos Carga programa Logix en el controlador
1. Sobre el software de desarrollo Studio 5000 abrimos el programa “Torque_Follower_with_TLink”, se despliega entonces la siguiente imagen, en donde se muestran ya agregados el controlador, una tarjeta analógica y una digital, así como la tarjeta de Ethernet en donde los Drives PowerFlex 755TS estarán formando parte de la red
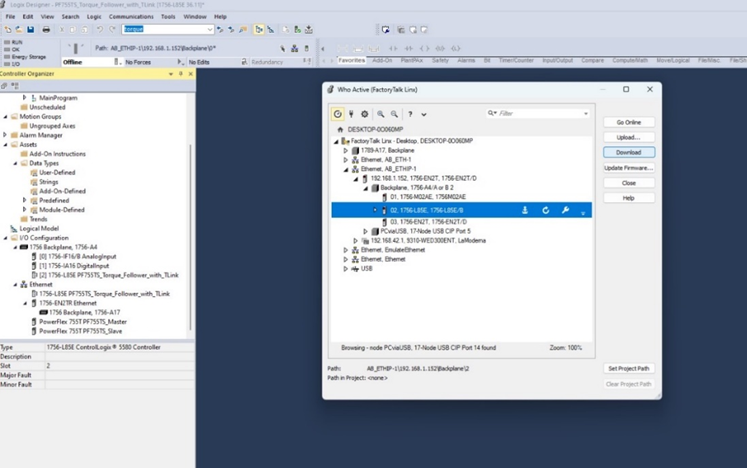
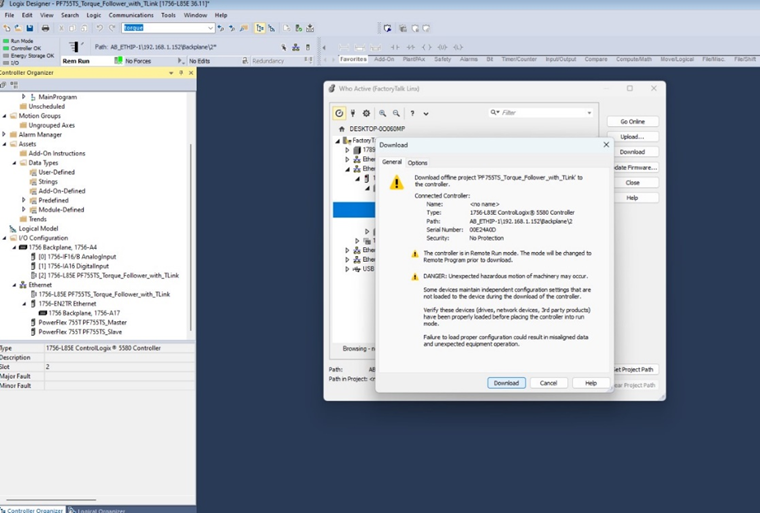
2. Sobre la barra de menus dar “click” en “communication” y elegir “download” sobre las opciones que se despliegan, entonces, dar nuevamente click sobre el botón de la ventana que se abre, así como se muestra en la siguiente imagen
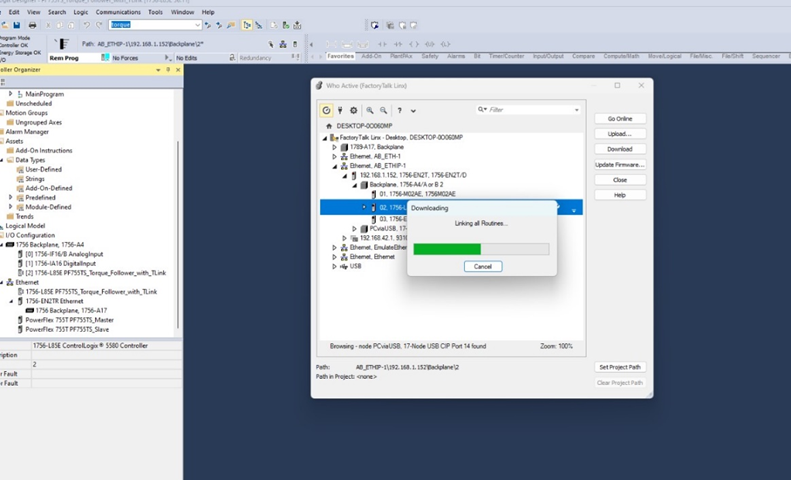
3. Aguardamos a que el programa se descargue en el controlador
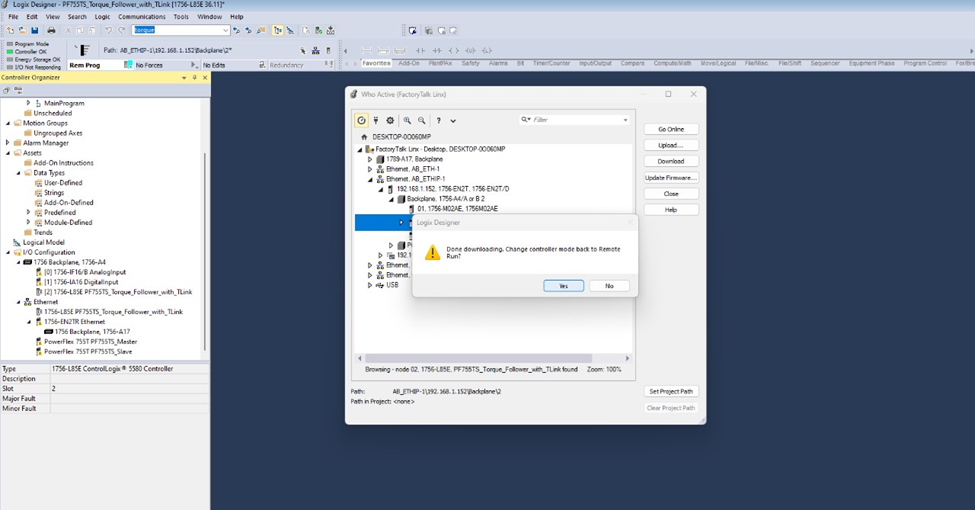
4. Finalmente damos “click” en el botón de Yes sobre la ventana que se despliega después de la carga del programa en el controlador, esto, para cambiar el modo del controlador a “Remote Run”
Aplicacion y Configuración de un sistema seguidor de par con PowerFlex 755T- y el uso del Módulo TLink (Modulo FO)
Versión 1.0 - Diciembre de 2024