Arnott’s is one of the largest food companies in the Asia Pacific region. More than 50,000 Australians have worked for Arnott’s over the past century.
Today, Arnott’s employs around 2,200 Australians across all States and Territories. The company also employs several thousand people across the Asia Pacific region, in countries such as New Zealand, Indonesia, Malaysia, Singapore and Japan.
Millions of Australians have grown up with Arnott’s over the past 152 years. For them, Arnott’s is more than a food company – it’s a piece of Australia’s history and a national icon. Arnott’s portfolio of brands includes household names like Tim Tam, Shapes, Iced VoVo, SAO, Vita-Weat, Salada and Tiny Teddy.
As consumers continue to seek high quality and variety in product ranges, food and beverage manufacturers are actively looking to invest in new technologies to help them develop a more agile response to changing consumer tastes and increased flexibility in production lines.
Arnott’s produces a wide variety of sweet and savoury biscuits that have been enjoyed by generations. In fact, Arnott’s has invested approximately a quarter of a billion dollars in their Australian biscuit facilities.
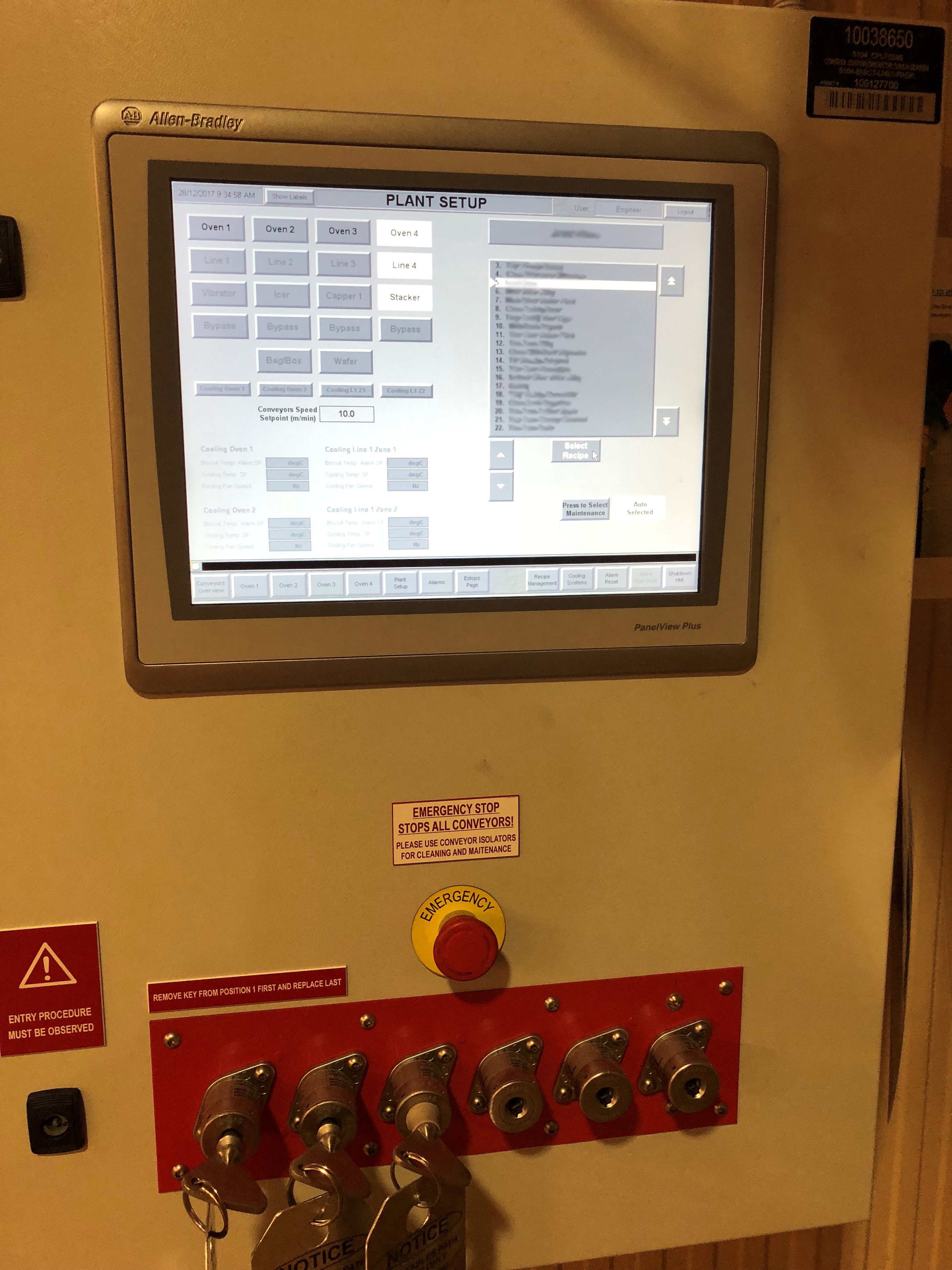
The company’s manufacturing plant in Adelaide produces approximately 10,000 tonnes of biscuits annually. To meet increasing local and global consumer demand, Arnott’s recently embarked on Project FLEX – a control and HMI system upgrade to deliver increased flexibility and agility for biscuit production.
Agility and Flexibility
When embarking on Project FLEX, Arnott’s had no hesitation in calling upon their longstanding automation and control provider SAGE Automation. According to Stuart Mitchell, senior systems engineer at SAGE, “We have been working with Arnott’s in Adelaide for the past 20 years so we are very familiar with the plant. It is a Rockwell Automation site through and through, so we naturally called on them to help with the upgrade.”
With expansion into international markets and a subsequent demand to increase production, it was important for Arnott’s to have the ability to run any biscuit on any line while maintaining product consistency.
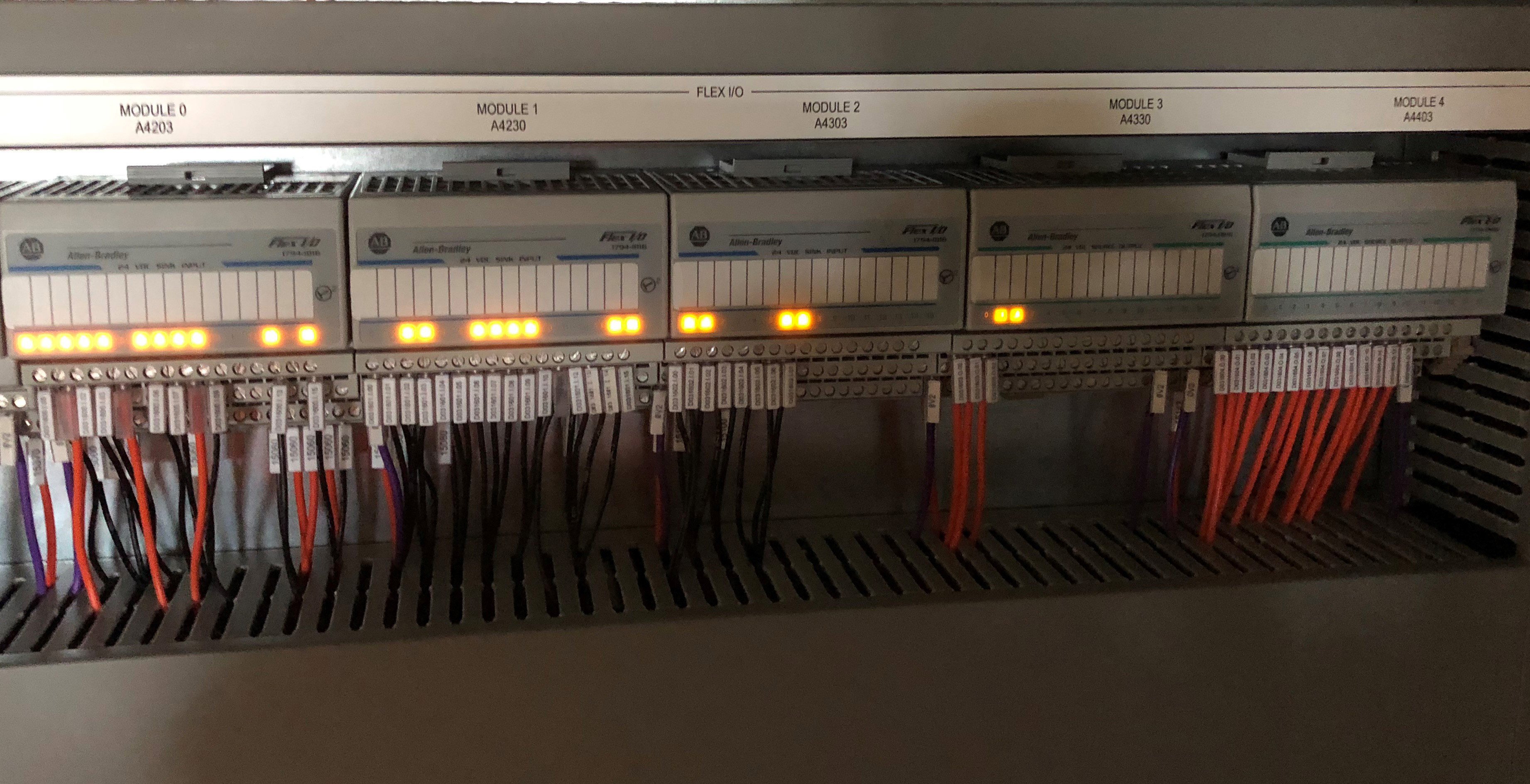
The first stage of the project involved updating the legacy oven conveyor’s PLC hardware to improve the way that operators could load new production orders, including a feature that allows different recipes to be stored, selected and produced on the same line. It also involved the installation of two new cooling systems for conveyors including reprogramming of the control system and HMI.