Recommended For You
Challenge
- Design a simpler, easy-to-use alternative for packaging non-uniform natural casing sausages
Solutions
- Allen-Bradley CompactLogix programmable automation controller
- Allen-Bradley Kinetix 5500 servo drive
- Allen-Bradley PowerFlex 525 AC drive
Results
- Achieves load speeds up to 400 pieces per minute (ppm)
- Eases use through unified HMI and control platform for entire system
- Streamlines maintenance with simpler design
- Enables remote monitoring
Take a stroll down the sausage aisle in any food market and chances are you will find a variety of locally sourced and artisan products sharing space with familiar global brands.
Specialty sausage makers take pride in their craft – and many start their businesses packaging products manually. As market demand and production increases, automated solutions become a viable alternative.
But niche sausages typically feature natural casings, which pose challenges for automated packaging equipment.
“Since natural casing sausages vary widely in length, curvature and size, the flow of product down the line can be quite random,” explained George Reed, vice president of engineering and operations, Drake. “Because of that variation, it will not run efficiently on traditional equipment designed for straight, uniform links.”
Recently, Drake introduced the SR-400 robot autoloader to address the unique characteristics of natural casing products.
Drake is a leading supplier of loading systems for cylindrical food products including sausage and cheese sticks. The company enjoys a 90 percent share of the frankfurter loading market in the United States – and captures more than 80 percent of new sales in the Western Hemisphere. Headquartered in Waynesboro, Virginia, Drake is a brand of The Middleby Corporation.
How the SR-400 Works
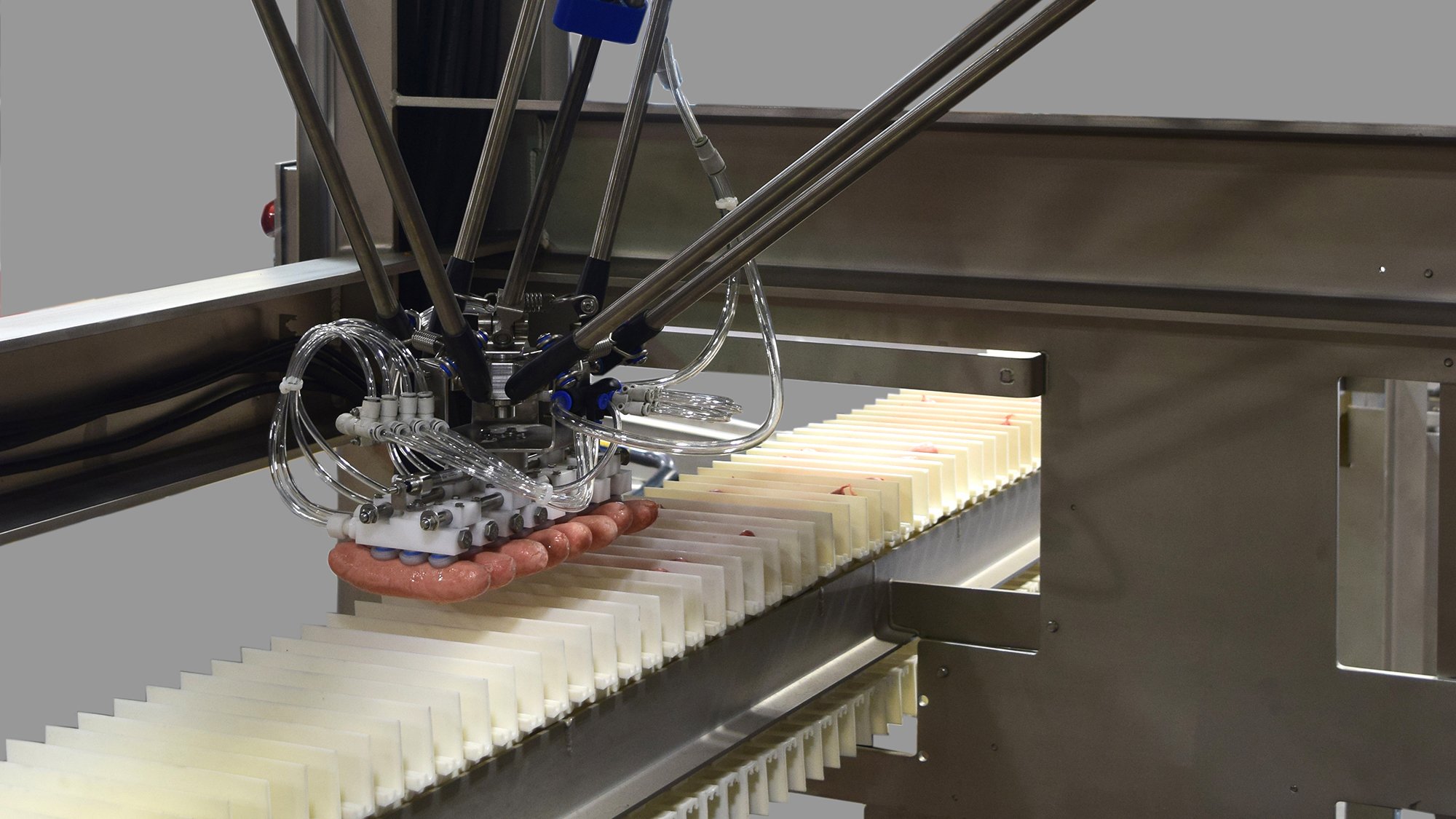
The SR-400 collates and places processed product into multiple horizontal packaging configurations. After exiting the smokehouse, the sausages are delinked and enter the autoloader’s hopper. Sausage links are randomly fed from the hopper to an elevator conveyor. Next, using a patented technology, the links are indexed and aligned into individual buckets for conveyance to the robot.
Sensors at the end of the two-lane conveyor detect the presence of the sausage, which is indexed forward to feed the robot continuously. The robot uses high-speed end-of-arm tooling to pick the product and place it into packaging pockets.
The equipment loads up to 400 pieces per minute (ppm) and can handle a variety of products up to 200 mm (8 inches) in length.
“The SR-400 automatically adjusts to the random flow of product into the system,” said Keith Hopkins, senior controls engineer, Drake. “If the product flow becomes more regular, the speed of the conveyor will become more continuous as well.”
Smart Machine Design
To achieve this functionality, Drake took an innovative approach to smart machine design. Unlike conventional equipment that includes a separate robotic control environment, the SR-400 relies on one control platform for the entire system – from robotics control to indexing and conveyance.
“One Allen-Bradley® 5069 CompactLogix™ controller provides all the processing power we need from beginning to end,” said Hopkins. “By having the robot and all the servo drives integrated within one controller, the robot can follow the random indexing motion exactly. There is no encoder time delay.”
The single control environment means the entire system can be managed from one control touch screen.
Plus, the overall machine design is simpler and easier to maintain.
“A conventional system with a mechanical loading head includes many components and must be adjusted frequently,” said Andre Richards, mechanical engineer, Drake. “The robotic design mitigates much of that complexity – and the need for mechanical expertise on-site.”
In addition to the CompactLogix controller, the Rockwell Automation® system includes Allen-Bradley Kinetix® 5500 servo drives and MP-Series™ servo motors. The servos control the Codian Delta robot as well as the indexing motion of the conveyors. Codian Robotics is an Encompass™ Product Partner in the Rockwell Automation PartnerNetwork™ program.
Allen-Bradley PowerFlex® 525 AC drives run auxiliary conveyors in the system.
For machine guarding, the loader uses Allen-Bradley Guardmaster® safety relays and Allen-Bradley SensaGuard™ non-contact interlock switches. The system is integrated on an EtherNet/IP™ network and includes Stratix® 5700 Ethernet switches. The loader is monitored on an Allen-Bradley PanelView™ Plus 6 graphic terminal.
Saves Time and Money
Thanks to Ethernet connectivity, Drake offers remote monitoring via VPN to their customers as standard.
“With remote monitoring, we are often able to troubleshoot issues without an on-site visit,” said Reed. “This helps our customers save both time and money.”
Drake completed the first installation of the SR-400 robot loader earlier this year and is currently fulfilling additional orders.
“The new equipment has enabled our customer to manage the busy summer months without hiring an additional 10 to 15 seasonal employees,” Hopkins said. “They typically had a difficult time filling those temporary positions, but now their permanent staff can handle the work.”
Allen-Bradley, CompactLogix, Encompass, Guardmaster, Kinetix, MP-Series, PanelView, PartnerNetwork, PowerFlex, Rockwell Automation, Rockwell Software, SensaGuard and Stratix are trademarks of Rockwell Automation, Inc.
EtherNet/IP is a trademark of ODVA, Inc.
Trademarks not belonging to Rockwell Automation are the property of their respective companies.
Published July 17, 2017