Recommended For You
Challenge
- Lack of insight needed for optimal control of their manufacturing processes
- No ability to view process graphics beyond the plant floor
- Eliminate data-entry errors
Solutions
- Manufacturing intelligence - FactoryTalk Metrics software monitors equipment and provides accurate, timely and specific information on current machine performance
- Data capture - FactoryTalk Historian software automatically identifies, gathers and stores real-time process and production information, including data from legacy systems
- HMI - FactoryTalk View Site Edition software produces graphically rich displays for role-based control and information
- Rockwell Automation recognized system integrator - Kruse Controls Inc. provided system design, configuration, implementation and project management paired with industry expertise
Results
- Access to production data helps management pinpoint sources of inefficiency in real-time
- Assigning costs to system inaccuracies uncovered more than $90,000 a month per line in losses
- Removed error-prone manual data collection and reporting processes
- Centralized data and recipe storage
- Detailed data provides accurate baselines for setting attainable improvement goals
Background
Dry cement may look like a hodge-podge of soot and gravel when it pours out of the bag, but each package is the result of a carefully calculated process. With more than a dozen possible components – which can differ based on the aggregate “recipe” needed for various construction jobs – accuracy and precision are key to quality control. In addition, the cement manufacturing process must be closely managed to avoid the huge potential for waste as the various ingredients are weighed, heated, combined and packaged.
Challenge
Management at one leading manufacturer of packaged cement realized they lacked the insight needed for optimal control of their manufacturing processes. To identify and correct inefficiencies, the company wanted to shift from manual collection of batch details and bag weights to an automated system that could track this data, and translate the results into meaningful, real-time reports. Managers also wanted the ability to view process graphics beyond the plant floor, and access the systems remotely via a web-interface on a PC or Apple® device.
The company also wanted a solution that would allow managers to maintain and manage recipes in a secure, central database. In the past, data-entry errors sometimes occurred when operators entered ingredient information into the PLC or HMI on the plant floor.
Solutions
To achieve these sophisticated manufacturing capabilities, the company turned to Kruse Controls Inc., a control and information systems integrator. Kruse Controls – a member of the Rockwell Automation PartnerNetwork™ program – implemented a manufacturing intelligence solution utilizing the FactoryTalk® software suite from Rockwell Automation.
First, Kruse Controls updated the information architecture to support a thin client environment. After migrating the existing RSView32® application to FactoryTalk View Site Edition (SE) software, Kruse engineers replaced the PCs on the plant floor – which sometimes failed because of the harsh environment – with ACP-enabled managed thin clients. Kruse Controls deployed FactoryTalk View software from a centralized server that can be accessed via the thin clients in the plant. The software interfaces with ACP ThinManager®, which extends the remote monitoring capability of FactoryTalk View to a PC or Apple device.
The new HMI shows the real-time system status in a sophisticated mimic screen and gives operators a detailed overview of each part of the process. With no moving parts, no hard drive and no operating system, the thin clients have excellent reliability. They also are easily deployed, require less power than the previous PCs, and support failover.
To improve ingredient management, Kruse migrated all the recipes into a central SQL database on the terminal server. Middle and upper-level employees can now manage recipes through a secure ASP.net website they access through their existing Windows domain. Audit tables record all recipe changes and reports can be easily generated in a web browser. Kruse also developed a function that allows operators to reassign materials from one bin to another without having to go into the recipe, reducing the opportunity for errors.
FactoryTalk Metrics provides a common platform for capturing information across the company's facilities. The software is configured to monitor each batch including start/end times, ingredient set points and actual amounts batched. The system also tags downtime incidents to a specific piece of equipment to help identify faults.
FactoryTalk Historian software collects and archives historical and real-time data from third-party applications. The cement company uses the software to capture dryer process variables like inlet/outlet temperatures and pressures, and packaging process variables such as bag weights. This information allows managers to further drive efficiency.
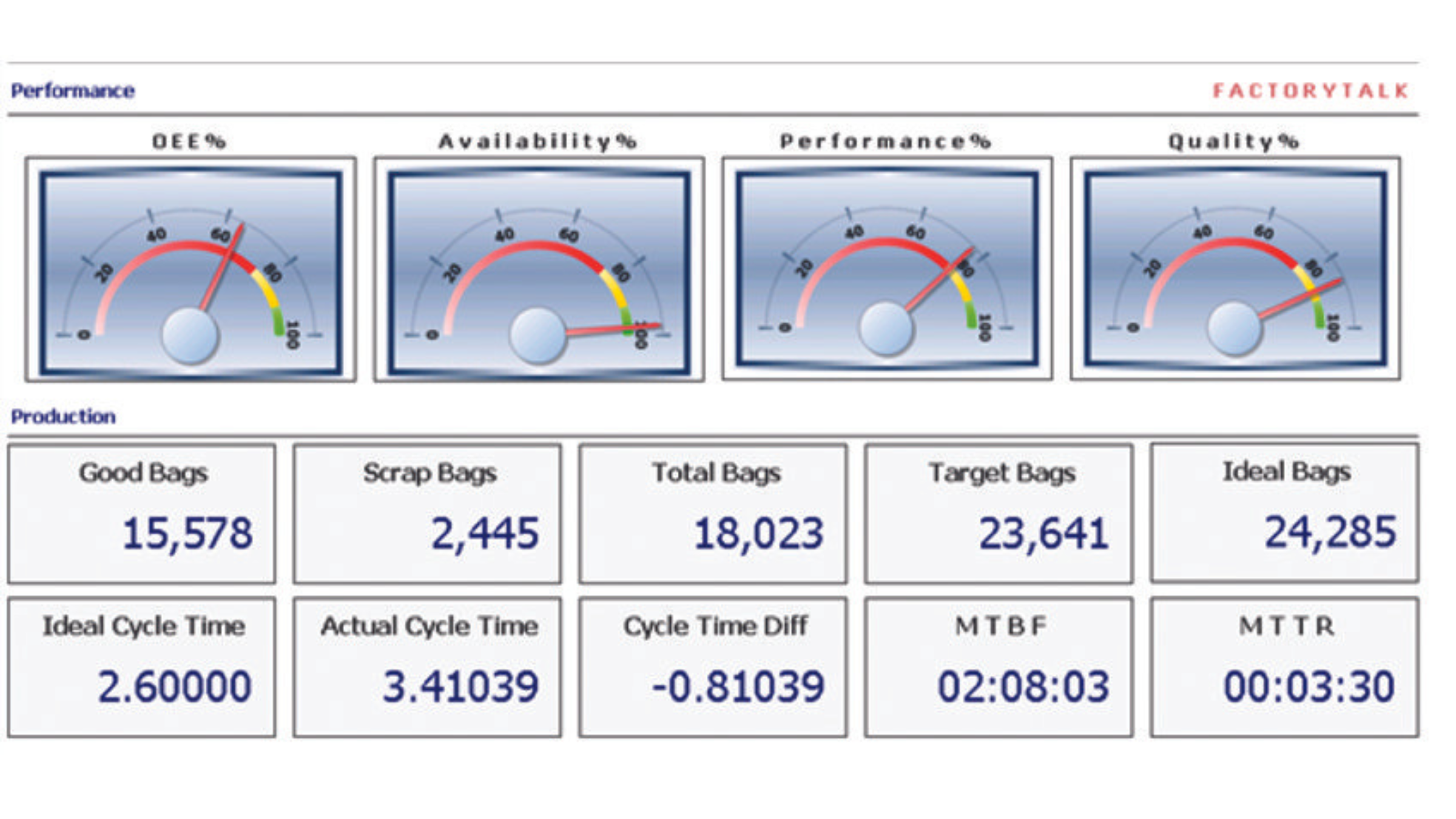
This data is presented in a web browser for easy analysis. The dashboards can be easily configured based on the target audience – filtered by shift, line and recipe. For example, executives at the corporate office in Charlotte, N.C., can see high-level dashboards about plant operations, plant managers can monitor the process with an hourly-view, and plant-floor supervisors can drill down even more granularly. Dashboards are also displayed on LCD screens in break rooms for plant employees, a direct replacement for the manual performance boards they previously used.
Results
After successfully completing a pilot project at one of the cement company's plants, Kruse rolled out the solution to an additional dry-mix facility.
The ability to accurately track raw material and bag-weight accuracy – and assign costs to batching-system inaccuracies – alerted managers at one site that they were giving away nearly $90,000 a month per line because of variances in raw materials. That site's batching system is targeted for an immediate automation upgrade.
By removing manual processes, the company now has accurate baselines for each facility, so managers can set attainable improvement goals. They also can stay up-to-date on process metrics from anywhere. For example, the company's director of continuous improvement routinely shadows line HMI on the thin client remotely with his Apple iPad®, leading to process corrections on multiple occasions.
According to the director of process improvements, the company plans to continue the rollout across the rest of the enterprise.
Published October 1, 2012